










- 產品名稱:250噸快速液壓沖床_250T數控液壓壓力機
- 推薦度:


山東威力重工設計生產C型結構數控液壓沖床、框架式導軌精密液壓沖床兩種結構形式,300噸以內的沖壓、落料、沖床等工藝推薦使用C型結構,如果工件臺面較大也可設計為框架式液壓沖床。。超過300噸以上液壓沖床結構設計為框架式造價低,性能更好。采購定做250噸快速液壓沖床_250T數控液壓壓力機咨詢威力重工張經理:18306370898(可加微信)

250噸快速液壓沖床生產車間

250噸C型單臂快速液壓沖床

閉式導軌液壓壓力機沖床

快速液壓沖床車間現貨
組成結構:
1、250噸快速液壓沖床_250T數控液壓壓力機主機部分包括機身、主缸、頂出缸及充液裝置等。動力機構由油箱、高壓泵、低壓控制系統、電動機及各種壓力閥和方向閥等組成。動力機構在電氣裝置的控制下,通過泵和油缸及各種液壓閥實現能量的轉換,調節和輸送,完成各種工藝動作的循環。液壓缸:將液壓能轉化為機械能液壓傳動是利用液體壓力來傳遞動力和進行控制的一種傳動方式。液壓裝置是由液壓泵,液壓缸,液壓控制閥和液壓輔助元件。
2、液壓沖床采用了高性能的無級變速主軸及伺服傳動系統,數控機床的極限傳動結構大為簡化,傳動鏈也大大縮短。為適應連續的自動化加工和提高加工生產率,數控機床機械結構具有較高的靜、動態剛度和阻尼精度,以及較高的耐磨性,而且熱變形小。
3、為減小250噸快速液壓沖床_250T數控液壓壓力機摩擦、消除傳動間隙和獲得更高的加工精度,更多地采用了高效傳動部件,如滾珠絲杠副和滾動導軌、消隙齒輪傳動副等。為了改善勞動條件、減少輔助時間、改善操作性、提高勞動生產率。
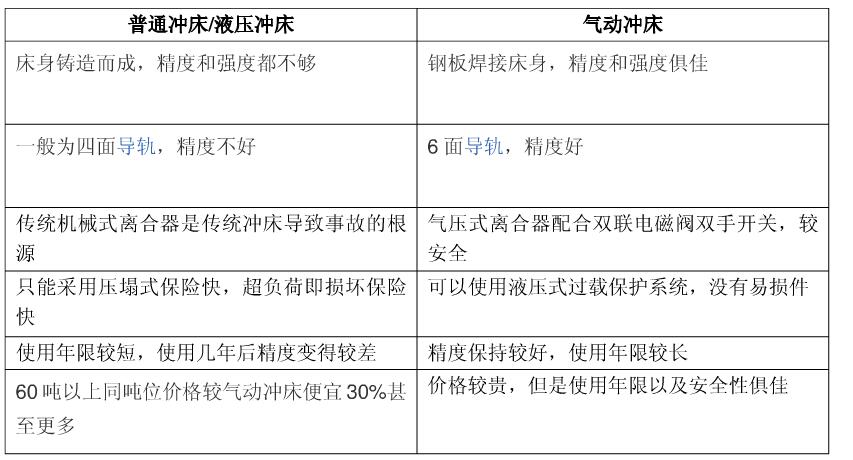
液壓沖床與普通沖床區別:
液壓沖床與普通沖床區別:
250噸快速液壓沖床生產車間
250噸C型單臂快速液壓沖床
閉式導軌液壓壓力機沖床
快速液壓沖床車間現貨
首要技術參數有:
(1)標稱壓力Fg(kN)及標稱壓力行程sg(mm)
標稱壓力Fg :
指滑塊距下死點某一特定間隔(稱標稱壓力行程sg )時滑塊答應承受的大作用力。
標稱壓力角αg :
與標稱壓力行程對應的曲柄轉角定義為標稱壓力角。
留意:只有在標稱壓力行程sg內,設備的作業能力才能達到Fg (或稱額定壓力)值。
標稱壓力系列:首要取優先數系列,如63、100、160、250、315kN …。
(2)滑塊行程s(mm)
指滑塊從上死點至下死點所通過的間隔,其值為曲柄半徑的兩倍。一般滑塊行程隨設備標稱壓力值的添加而增大;部分壓力機行程是可調的。
(3)滑塊行程次數n(1/min)
指連續工作方式下滑塊每分鐘能往返的次數,與曲柄轉速對應。通用液壓壓力機設備越小,行程次數越大;250噸快速液壓沖床_250T數控液壓壓力機行程速度是可調的。
(4)大裝模高度H(mm)及裝模高度調理量ΔH(mm)
大裝模高度H:
指裝模調理裝置將滑塊調理至上方位時,滑塊鄙人死點時滑塊下表面到作業臺板(墊板)上表面的間隔。與裝模高度并行的規范還有關閉高度,它指滑塊鄙人死點時,滑塊下表面與壓力機工作臺上表面的間隔。
模具閉合高度是指模具在低工作方位時,上模座上平面至下模座下平面之間的間隔。 理論上介于大裝模高度和小裝模高度之間,但實際上需要扣除極限方位。
(5)工作臺尺度
包括工作臺平面尺度和工作臺漏料孔尺度。
(6)模柄孔尺度
首要針對250噸快速液壓沖床_250T數控液壓壓力機,用于固定上模。
數控液壓沖床精度標準判定:
1、250噸快速液壓沖床_250T數控液壓壓力機實際精度需要一系列的檢測才能測量出是否符合要求,主要檢測項目包含五大項:
2、液壓沖床工作臺面上表面與滑塊下表面的真值度。
3、滑塊下表面與臺面上表面之間的平行度
4、滑塊上下往復運動與臺面上面的垂直度。
5、模柄孔與滑塊下表面的直角度。
上一篇:上一篇:C型125噸快速液壓沖床
下一篇:下一篇:200噸數控液壓壓力機_200t導軌閉式液壓沖床
相關產品:




